rurociągowych (łuków) o znacznie pełzaniowo wyczerpanej strukturze, na wewnętrzne naprężenia własne
Wstęp
W latach 2017 – 2019 w ramach realizacji pracy doktorskiej [1] autor wykonał szereg zabiegów cieplnych i badań materiałowych elementów długotrwale eksploatowanych w warunkach pełzania wykonanych z niskostopowych stali typu Cr – Mo – V. Głównym celem tych badań były poszukiwania odpowiedzi na pytanie, „ czy można w zależności od stopnia wyczerpania struktury tych elementów, opracować procedury technologiczne obróbki cieplnej których praktyczne zastosowanie skutecznie i pozytywnie zmieni wadliwą strukturę?”.
Praca doktorska w części praktycznego zastosowania zawierała propozycje procedur technologicznych, w tym także kryteria dopuszczające elementy rurociągowe do regeneracyjnej obróbki cieplnej oraz kryteria odbioru po wykonanych zabiegach cieplnych.
Niniejszy artykuł w swej treści ma zainteresować czytelnika problemem regeneracji struktur i właściwości mechanicznych wybranych elementów rurociągowych długotrwale eksploatowanych w warunkach pełzania. Dodatkowo informuje, że zgodność właściwości mechanicznych z wymaganiami przedmiotowych norm materiałowych jest nie wystarczająca w ocenie rozporządzalnej trwałości wyrobów po regeneracyjnej obróbce cieplnej.
Podstawowe informacje o warunkach cieplnej regeneracji strukturalnej
Zasadniczy zabieg cieplny (lub zabiegi cieplne) tych procedur regeneracyjnej obróbki cieplnej realizowany jest w temperaturach powyżej Ac3. Temperatury i czasy wygrzewania tego zabiegu (lub kilku zabiegów) są uzależniane od stopnia wyczerpania struktury.
Kryteria oceny stopnia wyczerpania struktur oparto na klasyfikacji podanej w Wytycznych Urzędu Dozoru Technicznego nr 1/2015 – Zasady diagnostyki i oceny trwałości eksploatacyjnej elementów kotłów i rurociągów pracujących w warunkach pełzania[2]. Z kolei wytyczne te oparte są na klasyfikacji stopnia degradacji opartej na dorobku Instytutu Metalurgii Żelaza w Gliwicach [3].
Schematycznie zasady klasyfikacji stopnia wyczerpania struktury stali typu Cr – Mo – V przedstawiono na rysunku nr 1, a na rysunkach nr 2a do 2d przedstawiono przykładowe wzorce struktur [3].
Decydującym dla parametrów cieplnych zabiegów regeneracyjnych prowadzonych powyżej Ac3 jest skład fazowy wydzieleń, ich wielkość koagulacja i koalescencja oraz rozmieszczenie w strukturze.
W stalach do pracy w podwyższonych temperaturach główny problem stanowi aktualna budowa strukturalna wyrobu konstrukcyjnego. Z upływem czasu struktura staje się bardziej stabilna – ziarna ferrytu stają się coraz większe, węgliki sferoidyzują i koagulują.
W tym procesie również i węgliki zmieniają swoją budową krystalograficzną z mniej stabilnej na bardziej stabilną.

Rys. 1. Klasyfikacja stopnia wyczerpania struktur stali „Cr-Mo-V” w powiązaniu z względnym odkształceniem – bez wewnętrznych trwałych uszkodzeń.


Rys. 2a. Wzorce mikrostruktur w zakresie zmian obrazu mikrostruktury stali 13HMF po eksploatacji w warunkach pełzania; klasa O; Twardość ok. 160 ÷ 180 HV10


Rys. 2b. Wzorce mikrostruktur w zakresie zmian obrazu mikrostruktury stali 13HMF po eksploatacji w warunkach pełzania; klasa 1 Twardość ok. 150 ÷ 160 HV10


Rys. 2c. Wzorce mikrostruktur w zakresie zmian obrazu mikrostruktury stali 13HMF po eksploatacji w warunkach pełzania; klasa 2 Twardość ok. 140 ÷ 150 HV10


Rys. 2d. Wzorce mikrostruktur w zakresie zmian obrazu mikrostruktury stali 13HMF po eksploatacji w warunkach pełzania; klasa 3 Twardość ok. 120 ÷ 140 HV10.
Struktura wyjściowa niskostopowej stali „Cr-Mo-V’ po standardowej obróbce cieplnej składa się z ferrytu stopowego oraz bainitu górnego/perlitu.
W stali typu „Cr-Mo-V” występują pierwiastki przejściowe z grupy V A (wanad), VI A (chrom i molibden) oraz VI IA (mangan).
Wanad tworzy prosty węglik o sieci regularnej MC (VC) lub o sieci heksagonalnej M2C ( V2C).
Molibden tworzy węglik o sieci heksagonalnej M2C ( Mo2C).
Węgliki wykazują również dużą rozpuszczalność wzajemną, skutkiem czego istnieją fazy złożone na przykład (Cr,Mo,V)2C
Mangan rozpuszcza się łatwo w cementycie, ale węgliki bogate w mangan są stabilne dopiero w wysokich temperaturach (powyżej 950oC) i wtedy występuje tylko (FeMn)3C.
Chrom podobnie jak mangan tworzą po trzy węgliki o sieci regularnej, heksagonalnej i rombowej, ale bardziej złożone niż węgliki wcześniej opisane. Węgliki Cr i Mn typu M23C6 – komórka regularna. W węgliku chromu Cr23C6 atomy żelaza mogą zastępować atomy żelaza do około 1/3 atomów chromu. Podobne zjawisko występuje w węgliku manganu Mn23C6
Drugi węglik chromu Cr7C3 ma złożona strukturę heksagonalną, w której ½ atomów chromu mogą zastępować atomy żelaza.
Trzecim węglikiem chromu jest Cr3C2 – węglik ten w stopach o dużej zawartości chromu i węgla – nie stwierdza się jego istnienia w stalach.
Omówione węgliki zaliczane są do tzw. prostych węglików ale należy pamiętać, że niektóre z nich mogą rozpuszczać inne metale, np. żelazo.
Istnieją węgliki złożone co najmniej dwa metale i węgiel.
Najważniejszy z nich jest węglik M6C – w przypadku stali Cr-Mo-V w skład tego węglika Mn, Fe oraz Mo.
Innym węglikiem złożonym o strukturze zbliżonej do Cr23C6 ale o składzie odpowiadającym wzorowi Fe21Mo2C6, węglik ten jest wyraźnie metastabilny, może rozpuszczać chrom i wtedy staje się bardziej metastabilny [4].
Austenit powstaje wskutek reakcji pomiędzy ferrytem i węglikami z chwilą przekroczenia temperatury Ac1. W stalach niskostopowych „Cr-Mo-V” po długiej eksploatacji podobnie jak w stalach stopowych węgliki zawierają znacznie więcej pierwiastków stopowych niż ferryt i rozpuszczanie ich w powstającym austenicie wymaga dyfuzji na większe odległości nie tylko dla węgla, lecz i pierwiastków stopowych, które tworząc roztwory substytucyjne dyfundują znacznie wolniej [5].
Stąd głównym warunkiem określającym szybkość przemiany (α + węglik ͢ ɣ ) staje się dyfuzja tych pierwiastków.
Różnice te w zależności od stopnia wyczerpania struktury są bardzo znaczące. Węgliki w stali długotrwale eksploatowanej w warunkach pełzania stają się bardziej stabilne, a więc podczas ogrzewania powyżej Ac1 i dalej powyżej Ac3 bardzo trudno rozpuszczają się w austenicie.
Dlatego też proces regeneracji struktury pełzaniowo zmienionej, poprzez specjalną obróbkę cieplna wymaga innych temperatur i czasów wygrzewania w stosunku do austenityzowania stali nie eksploatowanej.
Wyniki badań w ramach wymienionej wcześnie pracy doktorskiej, przy podstawowym założeniu, że procesy pełzania nie spowodowały w strukturze eksploatowanych materiałów uszkodzeń trwałych, pozytywnie rekomendują stosowanie cieplnych zabiegów regeneracyjnych elementów rurociągowych.
Efekty regeneracyjnych obróbek cieplnych elementów rurociągowych długotrwale eksploatowanych w warunkach pełzania.
We wspomnianej pracy doktorskiej zawarte są szczegółowo wyniki wpływu obróbek cieplnych o różnych parametrach technologicznych na właściwości mechaniczne, fizyczne i strukturalne badanych kilku łuków (kolan) rurociągowych.
W niniejszym rozdziale informacyjnie, sygnalnie przedstawiono wyniki badań łuku φ 219 x 28 ze stali 13HMF eksploatowanego przez 228 400 godzin w t = 540oC i p = 13,8 MPa.
Skład chemiczny badanego elementu podano w tabeli nr 1, a własności mechaniczne w tabeli nr 2

Tabela nr 1 Skład chemiczny wymagania i wyniki

Tabela nr 2 Własności mechaniczne wymagania i w stanie po eksploatacji
Wyniki badań udarności dla wszystkich pobranych próbek negatywne, również praktycznie wyniki badań granic pełzania były negatywne
Na rysunku nr 3 po jego prawej stronie przedstawiono wyniki badań zmian energii łamania w podwyższonych temperaturach. Badania te miały na celu określenie poziomu temperatury w której energia łamania jest wyższa od umownego progu kruchości KV ≥ 27 [J]. Temperatura ta wynosiła około 45oC, a temperatura energii łamania odpowiadająca normie KV ≥ 72 [J] wyniosła około 70oC.
We wspomnianej pracy doktorskiej przedstawiono szczegółowo wyniki wpływu obróbek cieplnych o różnych parametrach technologicznych na właściwości mechaniczne, fizyczne i strukturalne badanych kilku łuków (kolan) rurociągowych.

Rys. nr 3 zależność energia łamania KV[J] od temperatury badania – strona prawa (kolor czarny) wyniki próbek łuku po eksploatacji, strona lewa (kolor czerwony) wyniki próbek łuku po regeneracyjnej specjalnej obróbce cieplnej
Dobór parametrów regeneracyjnej obróbki cieplne tak jak wspomniano we wcześniejszym rozdziale głównie dotyczył parametrów normalizowania które powinny zapewnić uzyskanie w temperaturze wygrzewania struktury austenitycznej z odpowiednią ilością nierozpuszczonych wydzieleń, głównie węglików. Stal długotrwale eksploatowana w warunkach pełzania przed nagrzewaniem posiada strukturę o różnym stopniu wyczerpania znacznie różniącą się od struktury uzyskanej w pierwotnym procesie technologicznym. Te różnice mają znaczący wpływ dobór parametrów wygrzewania – temperatura i czas. Te parametry decydują o roztworze substytucyjnym austenitu podczas regenerującego nagrzewania stali do temperatur począwszy od Ar1 do ponad Ar3, a więc w konsekwencji o końcowej strukturze elementu po całkowitej obróbce cieplnej.
Uzyskane wyniki badań własności mechanicznych po zastosowanej regeneracyjnej obróbce cieplnej przedstawiono w tabeli nr 3.
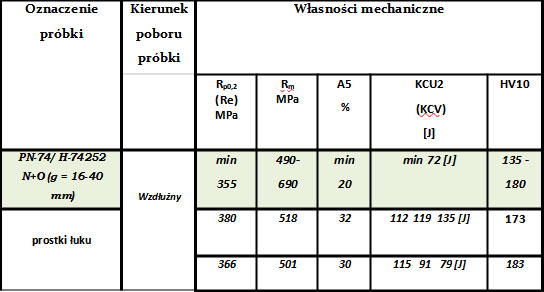
Tabela nr 3 Własności mechaniczne wymagania i w stanie po regeneracyjnej obróbce cieplnej
Ocena skuteczność zastosowanej regeneracyjnej obróbki cieplnej pierwotnie dokonana była przez porównanie uzyskanych wyników badań własności mechanicznych z wymaganiami norm materiałowych PN-74/H-74252 [6] dla stal gatunku 13HMF lub normy EN 10216-2 [7] dla stali gatunku 14MoV63 są pozytywne. Wymagania obu wymienionych norm zostały po regeneracyjnej obróbce cieplnej spełnione.
Logicznym jest jednak, że zgodność własności mechanicznych wyrobów, określanych próbami krótkotrwałymi, z wymaganiami norm przedmiotowych nie gwarantuje w przypadku stali pracujących w warunkach pełzania, odpowiedniej wytrzymałości na pełzanie w wymaganych parametrach pracy – naprężenie σ [MPa], temperatura [oC] i czas eksploatacji [godziny].
Według autora niniejszego artykułu jednym z dodatkowych kryteriów odniesienia, co do skuteczności realizowanych cieplnych procesów regeneracyjnych są badania mikroskopowe i procentowego ocena udziału składników strukturalnych, a więc ferrytu stopowego, eutektyki (perlitu/bainitu górnego) oraz wydzieleń. Ocena ta, gdy nie stosujemy metalografii ilościowej jest subiektywna.
Zdecydowanie mniejszą subiektywnością charakteryzują się stosowane przez autora specjalne badania dylatometryczne Przemiany fazowe w stali podczas chłodzenia po austenityzacji można zaliczyć do dwóch podstawowych grup [8]:
• z udziałem dyfuzji dalekosięgowej (przemiany ferrytyczna i perlityczna, które zachodzą z udziałem mechanizmu zarodkowania i wzrostu zarodków),
• bez udziału dyfuzji (przemiana martenzytyczna, która zachodzi z udziałem mechanizmu ścinania)
Przemiana bainityczna łączy w sobie cechy obu tych grup przemian.
Zrealizowane specjalne badania dylatometrycznych z dużą szybkości grzania do 1 000oC i chłodzenia z tej temperatury, stanowią propozycję oceny skuteczności regeneracyjnej obróbki cieplnej.
Dla tych badań próbki nagrzewano ze stałą szybkością 10 oC/sek., a po osiągnięciu temperatury 1 000oC chłodzono w azocie również ze stałą szybkością 10 oC/sek.
Zbiorcze wykresy dylatometryczne przy zastosowaniu szybkości grzania i chłodzenia ϑ = 10oC/sek., przedstawia rysunek nr 4.

Rys. nr 4 Wykresy dylatometryczne przemian w zależność od budowy strukturalnej badanych próbek
Uzyskane wykresy przemian wykazują znaczące różnice przypuszczalnie zależne od składu fazowego struktury wyjściowej przed badaniami dylatometrycznymi.
Przebieg wykresów próbek nie eksploatowanych, wyraźnie wskazuje w zakresie przemian austenitu w ferryt i eutektoid na mniejszą zawartość ferrytu. Dla tych próbek przemiana eutektoidalna jest wyraźnie ujawniona.
Wykresy dylatometryczne dla pozostałych dwóch badanych partii próbek różnią się od siebie mniej zdecydowanie, a różnią się zdecydowanie od wykresów partii próbek pobranych ze stali nie eksploatowanej. Przebieg wykresów próbek po wcześniej wykonanej regenerującej obróbce cieplnej różni się znacznie od wykresów próbek które nie były eksploatowane, co może świadczyć, że obróbka cieplna regenerująca przy wyczerpaniu struktury t/tr około 0,4 pomimo odpowiednich właściwościach mechanicznych, była niewystarczająca.
Dla tego kolana zmieniono parametry regeneracyjnej obróbki cieplnej, stosowano między innymi podwójne austenityzowanie („wysokie” i „normalne”). Po tych zabiegach przeprowadzono wyżej wymienione badania dylatometryczne. Dylatometryczny wykresy przemian partii próbek po tej nowej regeneracji były zbieżne z wykresami próbek nie eksploatowanych – rysunek 5

Rys. nr 4 Wykresy dylatometryczne przemian z rysunku nr 4 (wykres I, II i III) oraz po podwójnym normalizowaniu wykres IV.
Wpływ obróbki cieplnej części pracujących długotrwale w warunkach pełzania, na zmiany naprężeń własnych określanych metodą magnetycznej pamięci metalu (MPM)
Naprężenia występujące w materiałach można podzielić na dwie grupy:
• naprężenia występujące podczas działania sił zewnętrznych,
• naprężenia występujące przy braku działań sił zewnętrznych.
W czasie eksploatacji te dwie grupy naprężeń występują łącznie.
Druga grupa naprężeń zaliczana jest do tak zwanych naprężeń własnych.
Naprężenia własne w znacznym stopniu decydują o właściwościach użytkowych elementów maszyn. W wielu przypadkach obecność naprężeń własnych lub charakter ich rozkładu jest zjawiskiem negatywnym [9]. Naprężenia własne mają więc znaczący wpływ na zachowanie się elementów konstrukcyjnych podczas eksploatacji, tak więc w praktyce diagnostycznej (badawczej) wykorzystuje się szereg różnych metod ich pomiaru. Do nieniszczących metod pomiaru naprężeń zaliczyć należy: metody dyfraktometrii rentgenowskiej wykorzystujące dyfrakcje charakterystycznego promieniowania rentgenowskiego na płaszczyznach sieciowych badanego materiału, metoda magnetosprężysta oparta na zjawisku Barkhausena oraz metoda ultradźwiękowa [10]
W diagnostyce technicznej elementów konstrukcyjnych eksploatowanych, także w warunkach pełzania wysokotemperaturowego, określających poziom naprężeń własnych wykorzystuje się wiele metod zaliczanych do badań nieniszczących.
Jedną z nich stosunkowo „atrakcyjna” z uwagi na relatywnie niskie koszty oraz możliwość badania na przykład całego układu rurociągów łączących kocioł z turbiną jest metoda wykorzystująca efekt histerezy procesu magnesowania – sygnał efektu Barkhausena (SEB). Efekt ten pozwala również na jakościową ocenę różnic w stanie naprężeń własnych czy też stopnia wyczerpania (degradacji) struktury [10].
Metodą określającą naprężenia własne (naprężenia szczątkowe) przypowierzchniowe zaliczaną do tzw. „metody półniszczącej” jest metoda z zastosowaniem tensometru. Metoda ta polegającej na wierceniu otworu i pomiarze trzema tensometrami odkształcenia w strefach otaczających otwór. Metoda taka została zaprezentowana przez J. Mathara w 1934 roku [11], a w Polsce inspirowana była pracami Profesora Janusza Ginalskiego [12].
Badania koncentracji naprężeń własnych prowadzono w łuku φ 219 x 28 ze stali 13HMF stosując metodę pamięci magnetycznej. Celem pierwszych badań było określenie stanu naprężeń własnych łuku po długiej eksploatacji w warunkach pełzania. Stan ten, mapa koncentracji naprężeń stanowiła dane wyjściowe do odpowiedzi na pytanie, jak regeneracyjna obróbka cieplna wpływa na ujawnione w łuku, po eksploatacji naprężenia wewnętrzne.
W miejscach koncentracji naprężeń własnych, a także koncentracji defektów przenikliwość magnetyczna jest minimalna, i na powierzchni łuku wykształca się maksymalne pole rozproszenia. Składowa styczna tego pola (Hpx) w strefie koncentracji naprężeń ma wartość maksymalną, a normalna składowa (Hpy) zmienia znak i przyjmuje zerową wartość. Podczas skanowania wzdłuż powierzchni wyrobu miernikiem pola według rezultatów pomiarów normalnej składowej rozproszenia magnetycznego pola staje się możliwe określenie stref koncentracji naprężeń [???].
Badania prowadzono miernikiem pola (urządzeniem) TSC-3M-12 oraz sondą skanującą NM2(X,Y). Wzorzec stanowiło pole magnetyczne Ziemi, zakres obserwacji +/- 2 000A/m, temperatura.
Na rysunku nr 4 przedstawiono strefy skanowania, a na rysunku nr 5 przykład skanowania wzdłuż pobocznicy łuku. Na rysunku nr 6 zaznaczono ujawnione obszary koncentracji naprężeń w badanym łuku po eksploatacji.
W wyniku badań ujawniono 13 stref koncentracji naprężeń głównie w obszarach badanych stref obojętnych i strefy rozciąganej badanego kolana. Najwyższa wartość gradientu SKN 11 KMAX- dH/dx = 320 [(A/m)/mm]. Magnetyczny współczynnik podatności na odkształcenia materiału m=1,45 <mgr ( mgr= 2,5 ), co kwalifikuje badany element do okresowej kontroli.

Rys. nr 4 Oznaczenie stref skanowania wzdłużnego: 1, 2, 6 i 7 – strefy obojętne łuku; 3, 4 i 5 – strefy rozciągane łuk

Rys. nr 5 Skanowanie wzdłużne łuku φ 219 x 28

Rys. nr 6 Obszary występowania stref koncentracji naprężeń(SKN) w badanym łuku φ 219 x 28

Rys. nr 7 Przykład rozkładu stref koncentracji naprężeń przed i po regeneracyjnej obróbce cieplnej
Po regeneracyjnej obróbce cieplnej w wyniku kontroli rozkładu pola magnetycznego Hp kolana wzdłuż linii tworzących części rozciąganej i obojętnej nastąpiły zasadnicze zmiany w rozkładzie naprężeń własnych. Naprężenia własne zostały usunięte, praktycznie nie stwierdzono stref koncentracji naprężeń. Na podstawie ujawnionych zależności rozkładu pola magnetycznego Hp skanowanej powierzchni kolana nie stwierdza się nieprawidłowości.
Efekt regeneracyjnej obróbki cieplnej części kotłowych długotrwale eksploatowanych w warunkach pełzania, polegający na likwidacji lub znacznego zmniejszenia stref koncentracji naprężeń własnych, jest kolejnym uzasadnieniem dla wprowadzania tych zabiegów cieplnych.
Wnioski
- Głównym wnioskiem jest stwierdzenie, że po wykonaniu określonych procedurami kontrolnymi badań kontrolnych wyrobów ze stali i staliw o wyczerpanej pełzaniowo strukturze, możliwe jest prowadzenie regenerujących (rewitalizujących) zabiegów cieplnych.
- Stopień wyczerpania struktury jest decydującym czynnikiem w doborze parametrów tej obróbki, a głównie doboru temperatur oraz czasów wygrzewania wyrobów powyżej temperatur Ac3.
- 3. Pozytywne zmiany, w wyniku specjalnej obróbki cieplnej, zdegradowanej pełzaniowo budowy strukturalnej, powoduje korzystną zmianę właściwości mechanicznych i fizycznych wyrobów.
- Procesy remontowe lub modernizacyjne, na przykład rurociągów parowych ze stali Cr-Mo-V wymagają w wielu przypadkach, w wyniku badań diagnostycznych wymiany, obecnie wyłącznie na nowe. Przy właściwym przygotowaniu konstrukcyjnym i odpowiedniej organizacji tych procesów, jest możliwe wycięcie elementów rurociągowych nadających się do regeneracji, wykonanie procesów rewitalizacyjnych i ponowny montaż.
- Oceniając poziom realności krajowej strategii paliwowej w sektorze wytwarzania energii elektrycznej, rzeczywisty stan techniczny eksploatowanych urządzeń, a także niedostateczne zasoby finansowe na inwestycje, proponowana regeneracja poprzez obróbkę cieplną elementów rurociągowych powinna być praktycznie wykorzystana.
- Praktyczne stosowanie regenerujących zabiegów cieplnych między innymi dla eksploatowanych wyrobów kotłowych:
- 6.1. w szerokim zakresie pozytywnie wpisuje się w ograniczanie emisji zanieczyszczeń (NOx, CO, SO2, pyły), czyli realizacji klauzuli BAT (Best available technology – Najlepsze dostępne techniki),
- 6.2. jest ekonomicznie bardzo korzystne.
Literatura
[1] Tadeusz Jóźwik Rozprawa doktorska „Zmiany trwałości resztkowej stali Cr-Mo-V długotrwale eksploatowanej w warunkach pełzania poddanej regenerującej obróbce cieplnej” – IMŻ Gliwice/ Politechnika Śląska 2019 rok
[2] Urząd Dozoru Technicznego Wytyczne 1/2015 Zasady diagnostyki i oceny trwałości
eksploatacyjnej elementów kotłów i rurociągów pracujących w warunkach pełzania – Warszawa 2015
[3] Janusz Dobrzański Materiałoznawcza interpretacja trwałości stali dla energetyki OSECO World Press Gliwice, 2011
[4] Tadeusz Malkiewicz Metaloznawstwo stopów żelaza PWN Warszawa-Kraków 1976 r
[5] Marek Blicharski Inżynieria Materiałowa – Stal Wydawnictwo Naukowo-Techniczne Warszawa 2010 r.
[6] PN-H74252:1998 Rury stalowe bez szwu kotłowe
[7] PN-EN 10216-2 Rury stalowe bez szwu do zastosowań ciśnieniowych. Warunki techniczne dostawy. Część 2: Rury ze stali niestopowych i stopowych z określonymi własnościami w temperaturze podwyższonej
[8] Roman Kuziak Modelowanie zmian struktury i przemian fazowych zachodzących w procesach obróbki cieplno-plastycznej stali Monografia, IMŻ Gliwice 2005 r.
[9] A. Neimitz, I. Dzioba, M. Graba, J. Okrajni Ocena wytrzymałości, trwałości i bezpieczeństwa pracy elementów konstrukcyjnych zawierających defekty
[10] Józef Błachnio Efekt Barkhausena w diagnostyce elementów maszyn Warszawa 2009
[11] Tomasz Garstka System pomiarowo – obliczeniowy do wyznaczania naprężeń metodą tensometryczną. VI Konferencja Naukowa „Nowe Technologie i Osiągnięcia w Metalurgii i Inżynierii Materiałowej” Częstochowa 2005
[12] Janusz Ginalski + zespół IE Układ tensometryczny do pomiaru naprężeń własnych w konstrukcjach mechanicznych zwłaszcza w rurociągach energetycznych. Petent ogłoszony 29.10.2004 WUP 10/04.
dr inż. Tadeusz Jóźwik
